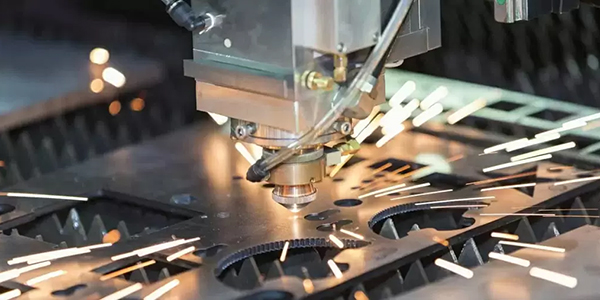
Cắt Laser Tốc Độ Cao
Chúng tôi là chuyên gia trong lĩnh vực cắt laser và gia công vật liệu chống mài mòn, chống giáp và hợp kim thấp cường độ cao. Các loại như Hardox (hầu hết các loại thước đo được giữ nguyên trong kho), Weldox, Abrazo, Armox và Invar & Abro đều có thể gia công với độ dày lên đến 25mm.
Chúng tôi có một lượng hàng tồn kho hạn chế các vật liệu này để tạo điều kiện cho việc luân chuyển nhanh chóng. Chúng tôi có một loạt các vật liệu Domex & Hardox có sẵn trong kho và xử lý các vật liệu này thường xuyên.
Vui lòng gọi để biết thêm thông tin chi tiết và tình trạng hàng hiện tại.
Cắt tia nước
Hệ thống cắt tia nước của chúng tôi sử dụng nước ở mức 50.000 psi và một loại đá garnet mài mòn để cắt hầu như mọi vật liệu, bao gồm cả titan! Các máy bơm tăng cường cung cấp công suất 150 mã lực, cho phép hiệu suất thậm chí còn tốt hơn trên các vật liệu dày hơn. Một số ưu điểm của tia nước bao gồm: Khả năng cắt hình dạng vượt trội. Cắt các vật liệu mà các phương pháp khác không thể, chẳng hạn như cao su xốp, gạch men, đá cẩm thạch và thủy tinh. Xử lý nhiều loại vật liệu khác nhau một cách dễ dàng. Độ chính xác định vị ± 0,005". Loại bỏ lỗ khoan trước. Ít tốn công hơn các phương pháp khác. Có thể cắt các vật liệu cực dày (Chúng tôi đã cắt đồng dày 8"!).

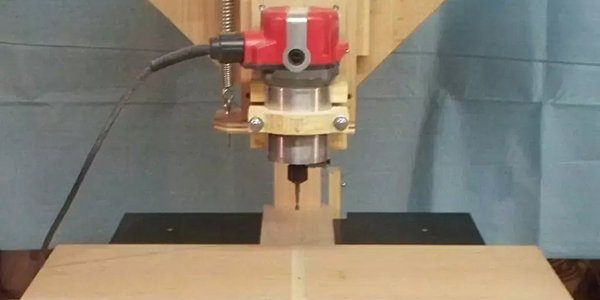
Máy phay đứng
Cắt liên bang với tốc độ lên tới 3.150 inch mỗi phút.
• Cách nhanh nhất để xử lý nhôm, SS, CS và thép hợp kim.
Bàn 72" x 144" với phạm vi làm việc 84" x 140" và hành trình trục z là 15".
• Có thể gia công vật liệu và chi tiết dày tới 6' x 12'.
Hệ thống làm mát bằng nước cho các vật liệu khó gia công
• Cho phép tốc độ và tỷ lệ cấp liệu cao hơn, tăng tuổi thọ dụng cụ, giảm chi phí sản phẩm.
• Có khả năng gia công thép không gỉ và titan.
Trục chính làm mát bằng chất lỏng HSK 63A công suất 20 mã lực với hệ thống làm mát xuyên suốt dụng cụ và bộ thay đổi dụng cụ động tích hợp.
• Hệ thống giữ dụng cụ tiên tiến.
• Làm mát xuyên qua dụng cụ giúp thực hiện thao tác khoan sâu nhanh hơn.
• 12 trạm dụng cụ cho phép gia công hầu hết mọi công việc mà không cần phải chỉnh sửa lại.
Máy bơm chân không lưu lượng cao 40 mã lực.
• Độ chân không tăng đáng kể giúp giữ chặt các tấm dày hoặc nhiều bộ phận nhỏ.
Độ lặp lại đơn hướng ± 0,0004" (0,01mm) và độ tròn ± .0025".
• Các bộ phận hoàn thiện có độ chính xác cao.
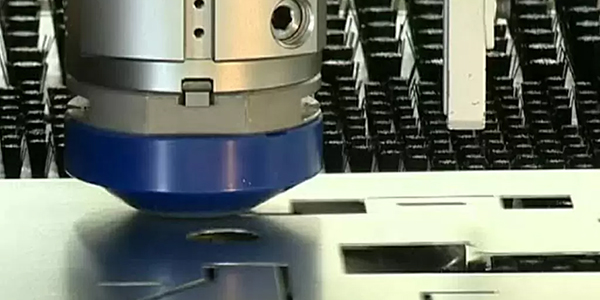
Cắt Plasma Độ Nét Cao
Cắt plasma từ lâu đã được coi là giải pháp thay thế chi phí thấp cho phương pháp oxy-nhiên liệu và cắt laser, trong đó góc cắt không phải là vấn đề. Những phát triển gần đây trong quy trình plasma có độ chính xác cao/độ phân giải cao đã cải thiện đáng kể chất lượng và khả năng cắt plasma, khiến nó trở thành một lựa chọn linh hoạt và chính xác hơn bao giờ hết.

Tính phù hợp của ứng dụng
Cắt plasma phù hợp với nhiều loại vật liệu, đặc biệt là thép mềm và thép không gỉ, tạo ra bề mặt cạnh tuyệt đẹp.
Những cải tiến đối với hệ thống điều khiển hiện nay có nghĩa là có thể đạt được hiệu suất cắt tối ưu cho nhiều loại vật liệu và độ dày từ 1mm đến 50mm trên thép mềm (tùy thuộc vào công suất của bộ phận plasma).
Các thông số liên quan đến việc cắt nhiều loại vật liệu và độ dày khác nhau như tốc độ cắt, loại khí và áp suất khí hiện có thể được thiết bị tự động kiểm soát, đảm bảo chất lượng cắt luôn cao. Người dùng hiện có một giải pháp thay thế thực sự tiết kiệm chi phí cho các quy trình cắt khác.
Đục CNC
Gia công tấm kim loại đột CNC bằng dụng cụ đột CNC và máy đột CNC. Đột CNC điều khiển bằng máy tính (CNC) là một quy trình sản xuất được thực hiện bằng máy đột CNC. Những máy này có thể là thiết kế đầu đơn và thanh ray dụng cụ (Trumpf) hoặc thiết kế tháp pháo đa dụng cụ. Về cơ bản, máy được lập trình để di chuyển một tấm kim loại theo hướng x và y để định vị chính xác tấm kim loại dưới thanh đột của máy, sẵn sàng đột lỗ.
Phạm vi xử lý cho hầu hết các máy đột dập CNC có độ dày từ 0,5mm đến 6,0mm trong nhiều loại vật liệu bao gồm thép, zintec, mạ kẽm, thép không gỉ và nhôm. Lựa chọn lỗ đột có thể đơn giản như hình tròn hoặc hình chữ nhật cho đến các hình dạng đặc biệt phù hợp với thiết kế cắt cụ thể. Bằng cách sử dụng kết hợp các lần đột đơn lẻ và hình học chồng chéo, có thể sản xuất các hình dạng thành phần kim loại tấm phức tạp. Máy cũng có thể đột các hình dạng 3D như vết lõm, rãnh ren vít taptite® và lỗ đột điện, v.v. ở cả hai mặt của tấm, thường được sử dụng trong thiết kế vỏ kim loại tấm. Một số máy hiện đại có thể có khả năng ren ren, gấp các tab nhỏ, đột các cạnh cắt mà không có bất kỳ dấu vết nào của dụng cụ làm cho máy rất năng suất trong thời gian chu kỳ thành phần. Hướng dẫn để điều khiển máy tạo ra hình dạng thành phần mong muốn được gọi là chương trình CNC.